適正な品質のために厳しい品質管理
安全で安心できる羽毛をお届けするために、精毛の各工程において羽毛の品質検査や試験を行い、徹底的に品質を管理しています。
工場には各工程において内部資格認定者がおり、羽毛の品質が適正かどうかを判断しながら精製しています。さらに羽毛分析の試験は、国内で初めてISO/IEC 17025の要求事項に適合したJNLA認定試験事業者に登録された試験機関「(一社)UMOUサイエンスラボ」に委託しています。同試験機関では、日本工業規格で定めた「JIS L 1903」に基づき、組成混合率やかさ高性などの試験をしています。当社では独自の品質基準を厳しく定め、多岐にわたった羽毛分析試験を実施しています。
有資格者による工程内検査
羽毛原料の入荷から出荷までの全工程において、社内規定の内部資格認定者が適正な品質の可否を確認しています。
◎原料入荷確認

当社に入荷するのは、産地ごとに同品質の単一原料(飼育日数、品種など)の羽毛です。しかし、羽毛は天産品であるため、同じ産地でも同じ品質の羽毛は採れません。そのため当社では、積み上げてきたデータと内部資格認定者の豊富な経験から鳥の種類や品質が入荷内容と相違ないか確認しています。新規取り引きの場合は、事前に取り寄せた羽毛原料のサンプルと照合して確認します。
◎精製過程での確認

工場内の全ての精製機械は、当社が蓄積してきたデータをもとに最適化されたプログラムでオートメーション化されています。長年のデータを蓄積して導き出したプログラムでも、有資格者がその日の湿度や羽毛の品質を判断し、機械を微妙に調整しています。特に、湿度が高いと羽毛の小羽枝(しょううし)が閉じてしまうので、除塵には適しません。さらに除塵後の羽毛を見て、洗浄に使う洗剤の量を適宜判断して調整しています。ほかにも選別機では、目視で羽毛の飛び具合を確認し、適正に選別されているかを確認します。
清潔でキレイな羽毛を精製するために、日頃から機械の管理も怠りません。世界最大級の大きさで設計された機械内部には、人が入って細部の清掃をしたり、メンテナンスをしています。
◎製品(精毛)の確認

精製した羽毛は、試験機関の分析結果に基づき、顧客ニーズに応じた製品に仕上げます。羽毛は同じ産地であっても同じ品質の素材は生まれません。だからこそ羽毛でも工業規格のように安定した品質になるように考え、二種類以上の羽毛をブレンドして均一化する機械を設計しました。この機械は、有資格者の豊富な経験と知識に依るところが大きく、最適化されたプログラムデータに基づいたブレンド後、専用の袋に入った羽毛の反発性や黒点率などを手触りや目視で確認して出荷します。
羽毛分析試験
精製後の羽毛はJIS規格に準じ、当社独自の試験方法で分析しています。各種の試験には、日本工業規格で定めた基準に独自の項目を加え、貪欲なまでに品質を管理しています。
◎組成混合率試験

羽毛に含まれている組成を調べます。JIS規格で決められた質量の羽毛を8種類(ダウン、スモールフェザー、ラージフェザー、ダウンファイバー、フェザーファイバー、損傷フェザー、陸鳥フェザー、きょう雑物)に分け、何パーセントずつ含まれるかを質量比で調べます。さらに組成分類することで、かさ高などが推測できることから未熟ダウンと類似ダウンの項目を追加して混合率を出しています。
◎かさ高性試験
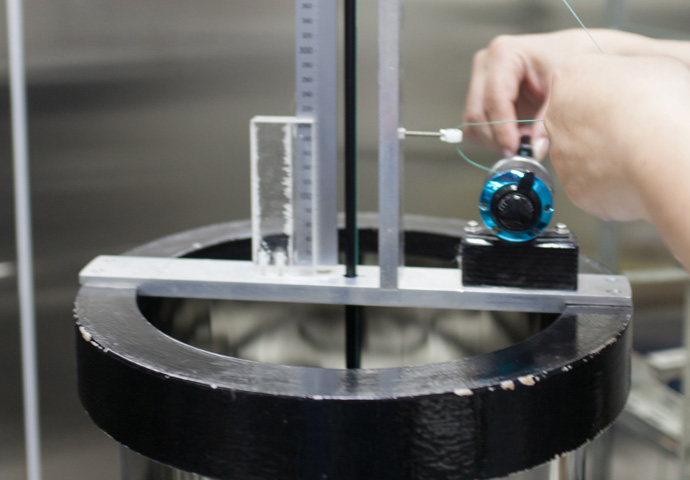
羽毛の反発性を調べる試験です。試験はスチームとドライヤーで前処理した羽毛を温度が20℃、湿度が65%に保たれた標準試験室で1日以上放置して状態を安定させます。その後、筒状のかさ高測定装置に羽毛を入れ、上から円盤を乗せます。羽毛がどれだけの高さで円盤を支えられるか、スケールの目盛りで計測します。
◎清浄度試験

羽毛に付着した汚れを純水に溶かし、その水の透明度を調べる試験です。羽毛を三角フラスコに入れて水を加え、十分湿潤させた後、専用の機械で45分間、振とうさせます。このろ過した水をガラス筒(透視度計)に入れ、底の印が見える度合いを確認します。業界基準の透視度計の基準は筒の長さが1000mm、当社は2000mmが基準です。一部の羽毛では3000mm、4000mmの透視度計を使うこともあります。
◎その他の試験

「JIS L 1903」で定められた羽毛試験方法には、このほかに羽毛の表面に付着している有機物の量を調べる「酸素計数試験」、羽毛に含まれる油脂分を調べる「油脂分率試験」、羽毛に含まれている水分量を調べる「水分率試験」があります。 このほかにホコリの量や臭い、撥水性などの試験も行っています。特にホコリやアカ、栄養塩などが羽毛に付着したままでは、バクテリアやカビの餌となり、細菌類が増殖する要因となります。当社で精製した羽毛にこれらの付着物が少ないことを証明するために多岐にわたる試験を試み、データをまとめています。
製品に充填する羽毛の品質が確かなものであるために、羽毛への果てなき追求心を持って品質の安定化に努めます。